





MINISTERIO DE HACIENDA SUBSECRETARÍA DE HIDROCARBUROS Y COMBUSTIBLES
Disposición 28/2019
DI-2019-28-APN-SSHYC#MHA
Ciudad de Buenos Aires, 17/04/2019
Visto el expediente EX-2018-20739269-APN-DGDO#MEM, la ley 26.020, la resolución 2013 del 12 de noviembre de 2012 de la ex Secretaría de Energía dependiente del ex Ministerio de Planificación Federal, Inversión Pública y Servicios, y
CONSIDERANDO:
Que mediante la ley 26.020 se estableció el régimen regulatorio de la industria y comercialización de gas licuado de petróleo (GLP).
Que el inciso f) del artículo 37 de la citada ley establece que la autoridad de aplicación deberá dictar las normas básicas a las cuales deberán ajustarse los fraccionadores en materia de procedimientos de prueba, reparación, destrucción y reposición de envases para contener GLP.
Que mediante la resolución 2013 del 12 de noviembre de 2012 de la ex Secretaría de Energía dependiente del ex Ministerio de Planificación Federal, Inversión Pública y Servicios se aprobaron las “Normas para la Construcción, Ensayo, Acondicionamiento y Destrucción de Microgarrafas, Garrafas y Cilindros para contener Gas Licuado de Petróleo”.
Que la citada resolución contempla las características particulares de estos envases sometidos a presión, desde su diseño y fabricación, su acondicionamiento integral y/o reparación, hasta su destrucción, y la realización de controles técnicos periódicos de manera tal de garantizar las condiciones de seguridad en cuanto a su utilización por parte de los usuarios que consumen GLP envasado.
Que con motivo de la experiencia obtenida a partir de la aplicación de la citada norma, resulta necesario realizar una serie de modificaciones en el procedimiento vigente.
Que con esta medida se contribuirá a un mejor entendimiento, por parte de los actores involucrados, de los requerimientos que la mencionada resolución reglamenta en su anexo técnico.
Que atento a la especificidad del tema, resulta conveniente ordenar y actualizar los criterios normativos existentes aplicables a los envases para contener GLP, a los fines de lograr mayor seguridad en la operatoria de control, que torne más eficaces y eficientes los procesos de verificación de los mismos.
Que el servicio jurídico permanente de la Secretaría de Gobierno de Energía del Ministerio de Hacienda ha tomado la intervención que le compete.
Que esta medida se dicta en uso de las facultades previstas en la ley 26.020, y en el artículo 1° de la resolución 66 del 28 de febrero de 2018 de la Secretaría de Gobierno de Energía dependiente del Ministerio de Hacienda (RESOL-2019-66-APN-SGE#MHA).
Por ello,
EL SUBSECRETARIO DE HIDROCARBUROS Y COMBUSTIBLES
DISPONE:
ARTÍCULO 1°.- Sustituir el punto 9.3 del título 1 del anexo de la resolución 2013 del 12 de noviembre de 2012 de la ex Secretaría de Energía dependiente del ex Ministerio de Planificación Federal, Inversión Pública y Servicios, el que quedará redactado de la siguiente manera:
“9.3- Aro Base
El aro base tendrá la altura necesaria para que el punto más bajo del cuerpo de los envases no diste del piso de apoyo menos de ocho (8) milímetros en microgarrafas ni menos de diez (10) milímetros.
El diámetro exterior del aro base no será menor al ochenta por ciento (80%) del diámetro exterior del recipiente, siempre que no fuere necesario contar con uno mayor para cumplir con las condiciones de estabilidad.
El aro base estará provisto como mínimo de cuatro (4) aberturas cada noventa grados (90°), que aseguren la ventilación del fondo del recipiente.
El aro base se unirá al cuerpo del recipiente por soldaduras utilizando los métodos aprobados en el punto 10 siguiente.
La unión del aro base se efectuará mediante un cordón de soldadura continua, en su parte cilíndrica”.
ARTÍCULO 2°.- Sustituir el punto 14 del título 1 del anexo de la citada resolución 2013/2012, el que quedará redactado de la siguiente manera:
“14- Pintado de las microgarrafas, garrafas y cilindros
Las microgarrafas, garrafas y cilindros deberán salir de fábrica convenientemente pintados a fin de protegerlos contra la corrosión de los agentes atmosféricos y con el color asignado por la autoridad de aplicación a cada empresa fraccionadora.
La capa exterior de pintura presentará suficiente resistencia al roce. Fundamentalmente, el proceso de pintado comprenderá las siguientes etapas:
14.1- Limpieza de preparación de la superficie
La preparación de la superficie comenzará con la limpieza a fondo de la misma en forma tal que quede liberada completamente de manchas de grasa, escamas de laminación, herrumbres, restos carbonosos, virutas de mecanizado, polvo y todo otro residuo o película que pueda impedir la correcta fijación de la pintura al metal.
Concluida la preparación de la superficie, cualquiera sea el procedimiento utilizado, el fabricante preparará cuatro (4) probetas con trozos de la chapa limpia de no menos de ciento cincuenta (150) centímetros cuadrados de superficie cada una, auditado por uno de los organismos certificantes debidamente inscriptos en la autoridad de aplicación conforme a la normativa vigente, que apruebe el grado de limpieza que presentan las probetas. Luego éstas se recubrirán con un barniz transparente que asegure la inalterabilidad de la superficie. Dos (2) de las probetas quedarán en poder del sujeto habilitado actuante, conforme la normativa precedentemente mencionada, mientras que las dos (2) restantes permanecerán en la fábrica en calidad de testigos a disposición de la inspección, que podrá requerir su exhibición a efectos de confrontarlas con las superficies de los recipientes en curso de fabricación. El grado de preparación de la superficie de dichos recipientes no podrá ser nunca inferior al de las probetas conservadas como testigo.
14.2- Rugosidad superficial
La chapa limpia será tratada convenientemente para asegurar una rugosidad tal, que posibilite una perfecta adherencia en la aplicación posterior de la película de fondo anticorrosivo.
Cuando se efectúe un tratamiento superficial de naturaleza física se deberá aplicar la mano de pintura de fondo anticorrosivo a continuación del mismo y sin que medie ningún intervalo.
Cuando se utilicen procedimientos químicos (fosfatizado), éstos pueden ser discontinuos.
Cualquiera de los métodos a seguir (procedimiento y productos a utilizar), deberán estar auditados y certificados por uno de los organismos certificantes debidamente inscriptos ante la autoridad de aplicación conforme a la normativa vigente.
14.3- Fondo anticorrosivo
Terminada la operación de limpieza y cuando la superficie se encuentre totalmente seca, se aplicará una (1) mano de pintura anticorrosiva a base de cromato de zinc, cuyas propiedades serán constatadas mediante los ensayos generales según la norma IRAM 1182 y los de resistencia a la intemperie, según norma IRAM 1023. La película seca tendrá un espesor mínimo de cero coma cero treinta (0,030) milímetros.
14.4- Terminación
La pintura de terminación será de acabado liso y se aplicará teniendo en cuenta el color asignado al fraccionador responsable de los envases.
En la memoria descriptiva del legajo técnico de la fabricación de microgarrafas, garrafas y cilindros, deberá indicarse en forma detallada el proceso de pintado, métodos y materiales, con mención del tipo, las etapas y marca comercial de éstos, documentación técnica, etc. auditados por uno de los organismos certificantes debidamente inscriptos ante la autoridad de aplicación conforme a la normativa vigente.
El espesor de las dos (2) capas de pintura (anticorrosiva y terminación) será como mínimo de cero coma cero cuarenta y cinco (0,045) milímetros.
14.5- Proceso alternativo
Se podrán utilizar otros procedimientos ya sea por modificación, supresión o unificación de algunas etapas o porque el procedimiento de fabricación del recipiente permita prescindir de alguna de ellas, así como la utilización de pinturas tecnológicamente superadoras, siempre que ello se encuentre auditado por uno de los organismos certificantes debidamente inscriptos ante la autoridad de aplicación conforme a la normativa vigente”.
ARTÍCULO 3°.- Sustituir el adjunto 2 del título 1 del anexo de la citada resolución 2013/2012 por el Informe Gráfico (IF-2019-20463292-APN-DGL#MHA) que integra esta disposición.
ARTÍCULO 4°.- Sustituir el punto 4.6 del capítulo 4 del título 3 del anexo de la citada resolución 2013/2012, el que quedará redactado de la siguiente manera:
“4.6- Datos de identificación
4.6.1- Todo envase que no pueda ser individualizado fehacientemente deberá ser dado de baja y destruirse, entendiéndose como tal que no tenga marca y/o leyenda o que la misma no se encuentre registrada, que no tenga o no se pueda identificar el número de envase, matrícula o nombre del fabricante, ubicados en el envase de acuerdo a las características de formato y capacidad volumétrica del mismo”.
ARTÍCULO 5°.- Sustituir el punto 5.2.3.1 del capítulo 5 del título 3 del anexo de la citada resolución 2013/2012, el que quedará redactado de la siguiente manera:
“5.2.3.1- En el caso de reemplazo del casquete superior se observarán las siguientes pautas:
i. Envases cuyos datos figuran en el casquete superior: efectuado el reemplazo se trasladarán todos los datos que presentaba el casquete anterior, empleando cuños de ocho (8) milímetros de altura.
ii. Envases cuyos datos figuran en el aro protector de válvula: efectuado el reemplazo se trasladarán todos los datos que presentaba el aro anterior, empleando cuños de ocho (8) milímetros de altura.
iii. Garrafas con sus datos en la brida y que cuenten con aro protector de válvula: efectuado el reemplazado se volcarán los datos como se indica en ii.
iv. Cilindros cuyos datos figuren en la brida y que no cuenten con aro protector: efectuado el reemplazo se volcarán los datos como se indica en ii.
En todos los casos se deberá informar previamente a esta autoridad de aplicación, adjuntándose el romaneo de los datos de los envases que se encuentran en esta situación para su análisis y directivas particulares correspondientes. Una vez autorizado el cambio se grabará en lugar bien visible con cuños de doce (12) milímetros de altura, la matrícula del taller que efectuó el reemplazo y la fecha de cambio, ej.: 0000/2019. Dicha operación deberá contar con la intervención de uno de los organismos certificantes debidamente inscriptos ante la autoridad de aplicación conforme a la normativa vigente”.
ARTÍCULO 6°.- Sustituir el punto 5.2.6.2 del capítulo 5 del título 3 del anexo de la citada resolución 2013/2012, el que quedará redactado de la siguiente manera:
“5.2.6.2- En todos los casos se deberá informar previamente a esta autoridad de aplicación, adjuntando el romaneo de los datos de los envases que se encuentran en esta situación para su análisis y directivas particulares correspondientes. Una vez autorizado el cambio se grabará en lugar bien visible con cuños de doce (12) milímetros de altura, la matrícula del taller que efectuó el reemplazo y la fecha de cambio, ej.: 0000/2019. Dicha operación deberá contar con la intervención de uno de los organismos certificantes debidamente inscriptos ante la autoridad de aplicación conforme a la normativa vigente.
A todo efecto, tendrá su correlato de interpretación para su cumplimiento, con lo esquematizado en la figura 1 -aro protector de válvula- del adjunto 1 del presente título”.
ARTÍCULO 7°.- Sustituir el punto 6.1.5 del capítulo 5 del título 3 del anexo de la citada resolución 2013/2012, el que quedará redactado de la siguiente manera:
“6.1.5- Evaluación de la condición del envase: Se controlará el estado general del recipiente mediante una prolija y minuciosa inspección ocular, prestando especial atención a los fondos y zona delimitada por el aro protector de válvula (de contarse con este elemento) y las zonas de unión del cuerpo con los aros base a fin de controlar la condición de verticalidad del recipiente y su correcto apoyo. El verificador deberá cumplir con lo establecido en el punto 1.8 del título 3.
6.1.5.1- Una vez limpios, los envases serán controlados por ultrasonido u otro método no destructivo para determinar el espesor de la chapa con los requisitos previstos en el punto 5.2.4.1 del presente título. Dichas mediciones se efectuarán de la siguiente manera:
I. Envases de menos de diez (10) kilogramos de capacidad: no menos de cinco (5) mediciones, una (1) en el casquete superior, dos (2) en las partes cilíndricas y dos (2) en el casquete inferior.
II. Envases de diez (10) kilogramos de capacidad y mayores: no menos de siete (7) mediciones, una (1) en el casquete superior, tres (3) describiendo una hélice en el cuerpo cilíndrico y tres (3) en el casquete inferior, equidistantes entre sí.
Dicho espesor no será menor en ningún punto medido al mínimo requerido por cálculo (e) que se determinará mediante la siguiente fórmula.
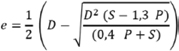
En donde los valores serán:
S = tensión de la pared (kg/mm2) que deberá ser de 15 kg/mm2 en el caso de recipientes con costura longitudinal y 17 kg/mm2 en los envases sin costura longitudinal o con costura longitudinal realizada por resistencia eléctrica.
P = Presión de prueba -(kg/mm2)
D = Diámetro exterior (mm)
d = Diámetro interior (mm)
e = Espesor mínimo (mm)
No obstante lo indicado precedentemente, como guía general se podrán adoptar los valores mínimos de acuerdo con la capacidad y tipo de envase según lo explicitado en el punto 6.1.5.2.
6.1.5.2- Respecto al control con motivo de la rehabilitación de las garrafas y teniendo en cuenta lo señalado en el punto 8.1.3 del título 1 y su correlato con el punto 6.1.5 del título 3; y en particular lo referido al control de espesores, se aplicará lo siguiente:
a) Para aquellas garrafas de diez (10) y quince (15) kilogramos de capacidad , fabricadas con acero Siemens Martín o de horno eléctrico, aptas para ser embutidas en frío, cuyo acero refiera a la composición química descrita en el punto 8.1.3.1 del título 1, tomando como fecha indicativa aquellas fabricadas antes del año 1997, se adoptará como espesor mínimo de control: dos coma sesenta y cinco (2,65) milímetros.
b) Para aquellas garrafas de diez (10) kilogramos de capacidad, fabricadas de acuerdo a los requisitos descriptos en el punto 8.1.4 del título 1 con aceros de aleación especial, (entre otras las de chapa de acero Siderar A45 GL), tomando como fecha indicativa aquellas fabricadas a partir del año 1997, se adoptará como espesor mínimo de control: dos (2) milímetros.
c) Para aquellas garrafas de quince (15) kilogramos de capacidad, fabricadas de acuerdo a los requisitos descritos en el punto 8.1.4 del título 1 con aceros de aleación especial (entre otras las de chapa de acero Siderar A45 GL), se adoptará como espesor mínimo de control: dos coma sesenta y cinco (2,65) milímetros.
d) Para aquellos cilindros de cuarenta y cinco (45) kilogramos de capacidad, fabricados de acuerdo a los requisitos establecidos en la Norma ex empresa Gas del Estado - Sociedad del Estado “Especificación 79-004-04 - Cilindros para Gases Licuados de Petróleo - Fabricación”, se adoptará como espesor mínimo de control: tres coma noventa (3,90) milímetros.
e) Para aquellos cilindros de cuarenta y cinco (45) kilogramos de capacidad, denominados cilindros livianos “(ICC)” y “BOMBA” se mantiene vigente lo reglamentado en el artículo 14 del anexo III de la resolución 431 del 24 de abril de 2007 de la ex Secretaría de Energía dependiente del ex Ministerio de Planificación Federal, Inversión Pública y Servicios.
f) De surgir dudas en alguna medición, se efectuarán tantas como sean necesarias”.
ARTÍCULO 8º.- La presente entrará en vigencia a partir del día siguiente al de su publicación en el Boletín Oficial.
ARTÍCULO 9°.- Comuníquese, publíquese, dése a la Dirección Nacional del Registro Oficial y archívese. Carlos Alberto María Casares
NOTA: El/los Anexo/s que integra/n este(a) Disposición se publican en la edición web del BORA -www.boletinoficial.gob.ar-
e. 23/04/2019 N° 26645/19 v. 23/04/2019
Fecha de publicación 23/04/2019